Recently, in working with a client that was already well into a Lean initiative, we were helping them try to understand the differences between a lean Kanban approach to managing inventory buffers versus strategic buffers designed in accordance with demand driven vertical solutions and MRP principles.
Without getting into the details about the various approaches that might be used to determine the size for each SKU's Kanban total quantity and signal points (e.g., empty bin being KT – BQ, where KT = Kanban total quantity and BQ = Bin quantity), it is safe to say that the following differences (among others) exist:
-
Kanbans, in themselves, provide a demand-driven signal, but provide with it no clear signal to establish priorities between demand signals depending on the same resource
In the absence of specialized software or other mechanism that is not standard to most Lean implementations, Kanban signals tell producing or procurement resources that SKUs must be produced or purchased, but these signals generally do not tell the supplying resource the priorities for the various demand signals. The demand signals are not linked to "due dates" (an unreliable predictor of actual pririty in any event), and the fact that two Kanban bins are empty for one SKU and only one Kanban bin is empty for another SKU may also not represent the true priority for action.
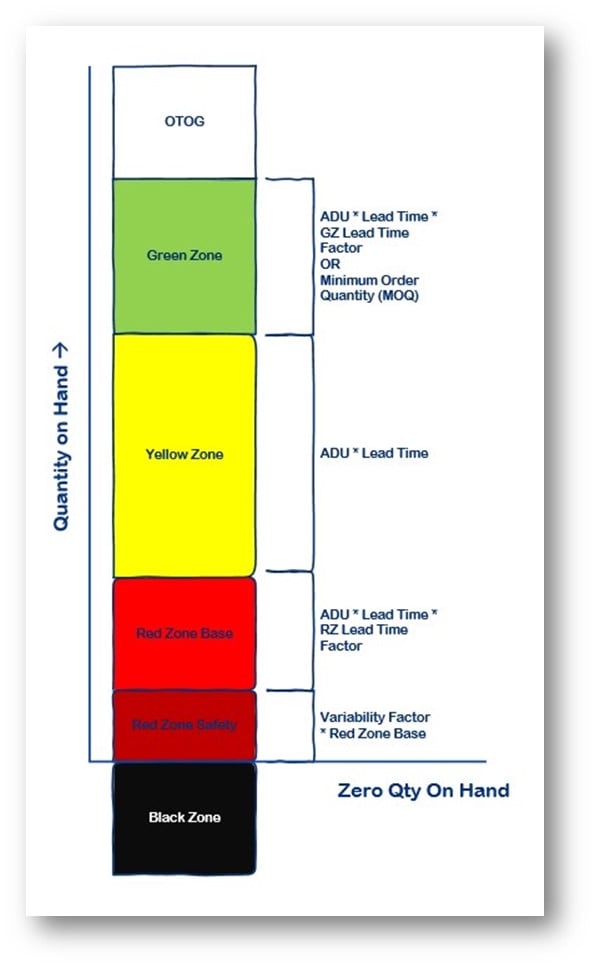
By contrast, a DDMRP (demand driven MRP) environment accompanies each demand signal with two meaningful pieces of data:
- A color code (typically, yellow or red) that indicates the general priority level
- A buffer penetration percent value (e.g., 23%, 41%, 53%)
Operators in a DDMRP environment always know that RED is always worked on before YELLOW, and that always before GREEN. Operators also know that they work on those items with the highest percent of buffer penetration first, and work their way down through the stack in descending order. (In our example, the SKU with 53 percent buffer penetration would take priority over the SKU with 41 percent buffer penetration if they both fell in the same color-code group.)
-
Lean tend to make all demand independent, so the linkages between higher level demand (e.g., higher BOM levels, finished goods) are lost
The strategic development of an overall scheme of DDMRP buffers (called positioning) never loses sight of where each stock position falls in the BOM or BOMs in which any given SKU falls.
-
Typically, no formal strategy exists to determine which Kanbans produce measurable ROI at what average QOH (quantity on-hand)
Because the strategic modeling of the DDMRP environment helps supply chain executives and managers look at how each stock position (i.e., buffer) affects lead times, and there is a cohesive methodology for determining average stock position for every buffer, careful modeling and re-modeling of the environment can prove-out the ROI value of each buffered stock position. This is nearly an impossibility given typically lean Kanban planning methods.
-
Kanban sizes are not typically dynamically managed on a day to day basis, but are generally subject to only periodic review
One of the great weaknesses of many lean Kanban systems is their lack of system support for dynamic day-to-day management of Kanban design quantities. In fact, because Kanbans are typically tied to visual signals—like labels on bins—dynamically managing Kanban sizes becomes a practical impossibility when attempted with any frequency.
-
There is seldom a formal mechanism for automating planned adjustment factors to adjust Kanban design quantities up or down based on external factors (e.g., seasonality, product end-of-life, new product introductions, other known or predicted changes in market conditions)
Again, because Kanbans are so typically linked to visual signals that are "hard-coded" into objects like physical bin sizes, labels on bins, and so forth, managing Kanbans dynamically for things like changes due to seasonality, build-up and build-down cycles, or other temporary or permanent forecast changes in demand can be costly and time-consuming. These hurdles lead to procrastination, avoidance or firefighting, but seldom to effective and smooth operations.
Want to learn more about implementing Kanbans and other demand-driven methods with your Sage X3 or JobOps solutions? Click below to get in touch or ask us a question.